
選擇高地就是選擇質量 公司電話:0632-5806100
18563225657
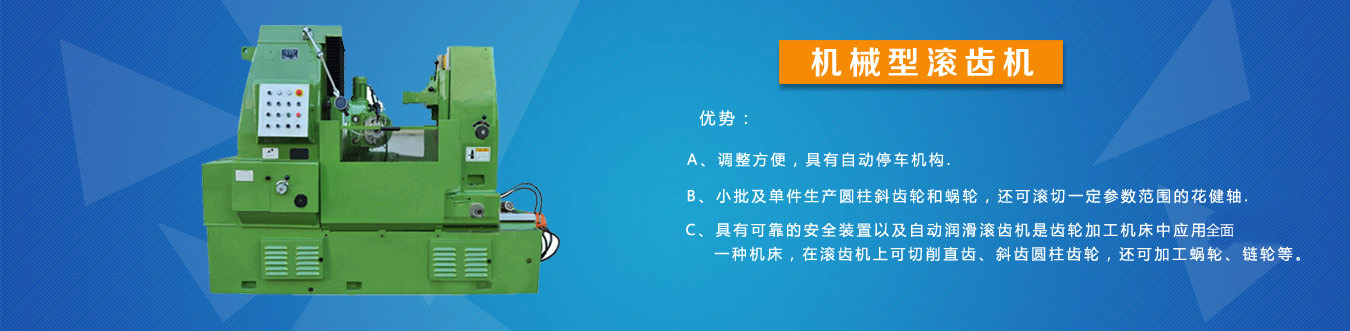
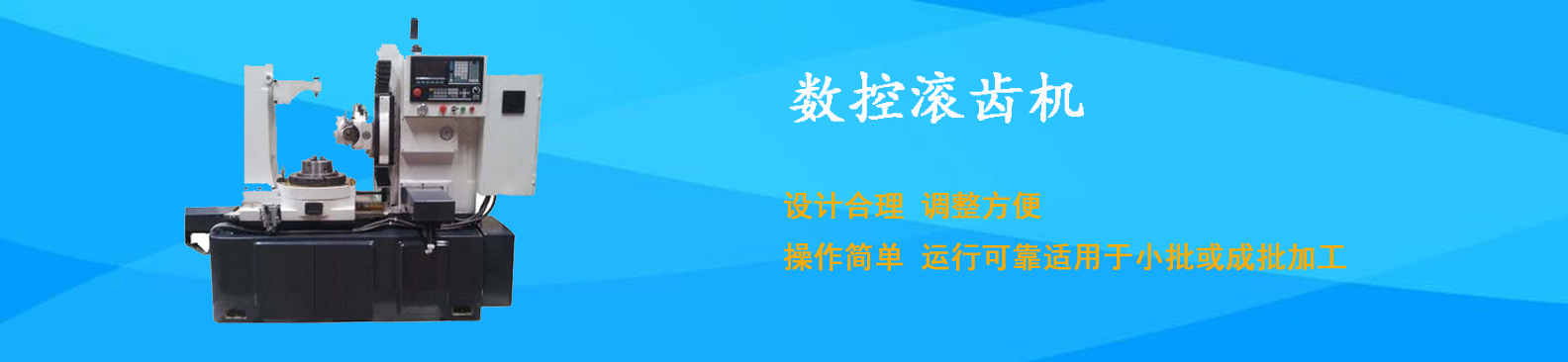

滾齒機(gear hobbing machine)是齒輪加工機床中應用廣泛的一種機床,在滾齒機上可切削直齒、斜齒圓柱齒輪,還可加工蝸輪、鏈輪等。 用滾刀按展成法加工直齒、斜齒和人字齒圓柱齒輪以及蝸輪的齒輪加工機床。這種機床使用特制的滾刀時也能加工花鍵和鏈輪等各種特殊齒形的工件。普通滾齒機的加工精度為7~6級(JB179-83),滾齒機為4~3級。最大加工直徑達15米。
滾齒機幾何不精確度對被切出齒輪精度有影響: 影響齒胚中心和工作臺回轉中心線的不穩定,主要因為工作臺 回轉,錐度、支承端面(或元導軌)的配合不良,磨損不均,變形等的結果。臥式滾齒機主軸中心線的不穩定,主要是由于軸承配合不好,磨損間隙增大等的結果。由于中心線的偏位,影響了齒胚中心線的不穩定,在切齒過程中使之滾刀位置發生變化導致不穩定。因而使切出的齒輪產生積累誤差,公法線長度偏差,軸向齒距誤差,斜齒輪軸向偏差。另外,也由于后立柱的支架中心線與工作臺回轉中心不重合,使工件軸心線偏移,造成齒胚中心線偏差,切出齒輪后,呈現齒輪齒向誤差成錐形使接觸面位移等現象。
滾齒機有必要堅持滾刀刀齒的運動方向與被切齒輪的齒向共同,但是因為滾刀刀齒擺放在一條螺旋線上,刀齒的方向與滾刀軸線并不在一條直線。所以,滾齒機有必要把刀架扳轉一個視點使之與齒輪的方向一致。滾切直齒輪時,扳轉的視點就是滾刀的螺旋升角。滾切斜齒輪時,滾齒機還要依據斜齒輪的螺旋方向,以及螺旋角的巨細來決議扳轉視點的巨細及扳轉方向。