
選擇高地就是選擇質量 公司電話:0632-5806100
18563225657
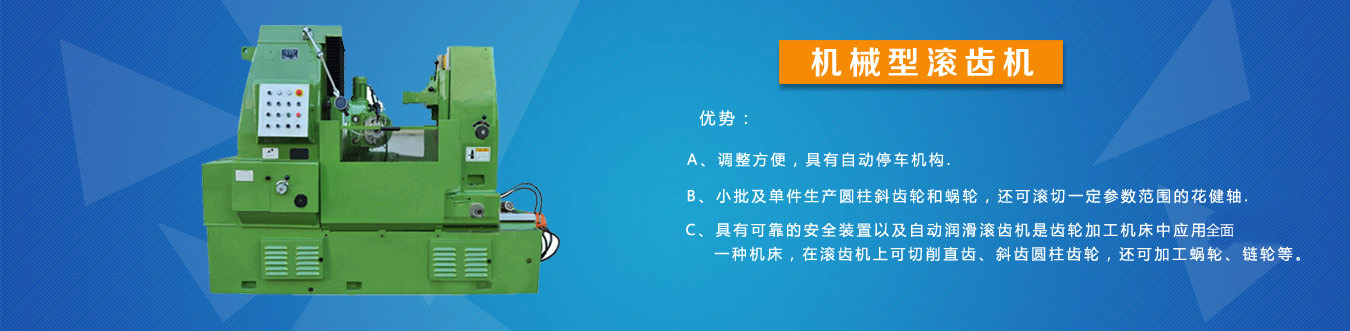

滾齒加工特點:(1)滾齒獲得的齒形是按展成法原理行形成的,可以獲得8~7級精度的齒輪。(2)滾齒方法可以用同一模數的滾刀,滾削出模數相同而齒數不同的齒輪,可以減少大量刀具,不但提高了精度,還降低了刀具成本。(3)滾齒加工范圍廣泛,可加工直齒輪,斜齒輪及蝸輪等。(4)滾齒屬于連續切削,精度和生產率都較高。(5)滾齒一般不能滾削內齒輪和相距太近的多聯齒輪。(6)滾齒適宜于單件小批生產,也適宜于成批大量生產。 插齒加工特點:(1)插齒的加工原理也是用展成法,刀具的選用只要求模數和壓力角與被切齒輪相同,與齒數無關。因此節省大量刀具,降低了刀具成本。(2)插齒與滾齒的加工精度尺寸基本相同,但插齒的表面粗糙度略低于滾齒。(3)插刀的制造及檢驗比滾刀簡單方便,容易控制刀具精度,但其傳動鏈較復雜,積累傳動誤差大,所以分齒精度略低于滾齒,一般只為8~7級。(4)插齒時,在插刀的往復運動中回程是空行程,所以生產率不高。(5)插齒的加工范圍也較廣泛,與滾齒各有所長。(6)插齒與滾齒一樣,在單件小批或成批大量的生產類型中都被廣泛應用。
上一篇:數控滾齒機進給系統的調試
下一條:詳解滾齒機的調整步驟