滾齒機和滾絲機有什么不一樣?
- 發布時間:
- 2019/3/7 14:25:47
- 閱讀次數:
- 3398
滾絲機是一種多功能冷擠壓成形機床,滾絲機能在其滾壓力范圍內冷態下對工件進行螺紋、直紋、斜紋滾壓等處理;直齒、斜齒及斜花鍵齒輪的滾軋;校直、縮徑、滾光和各種成形滾壓。機器有安全可靠的電——液執行和控制系統,可使每一個工作循環在手動、半自動和自動三種方式中選擇。
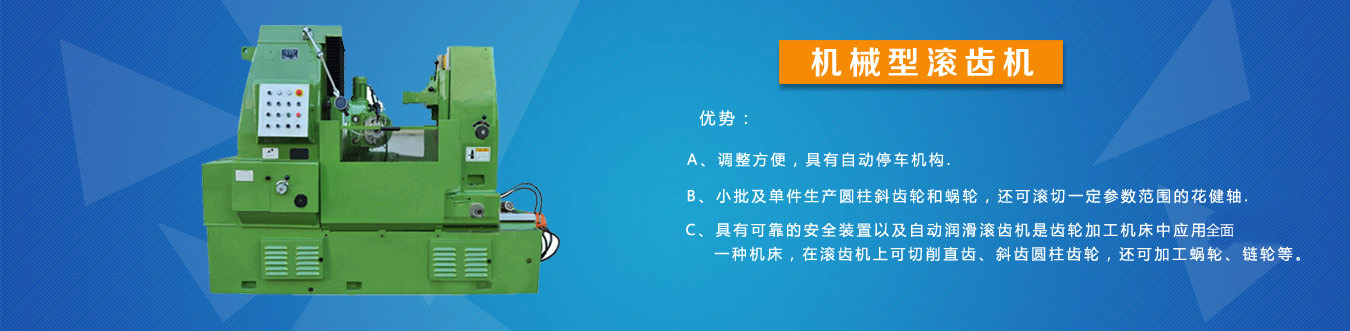
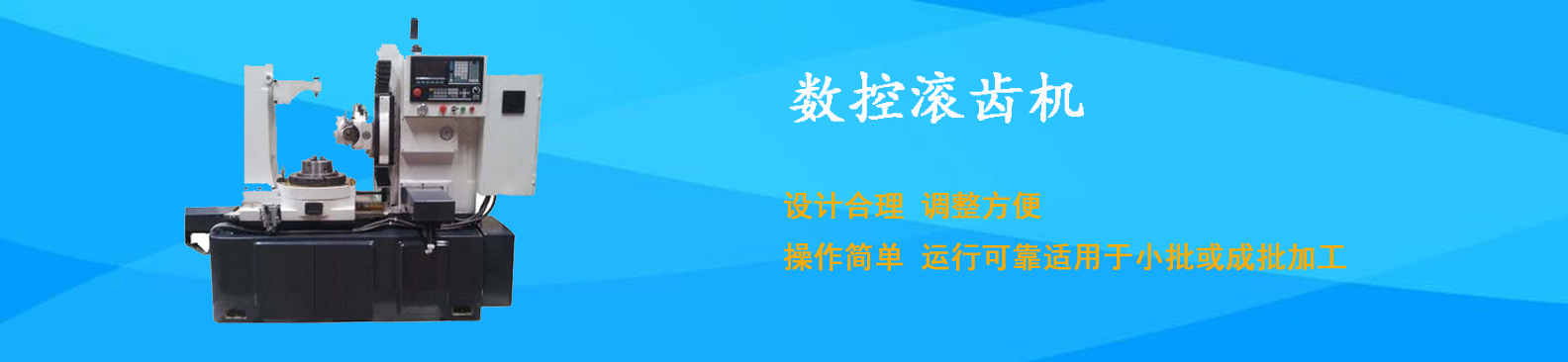
滾齒機英文名:gear hobbing machine是齒輪加工機床中應用最廣泛的一種機床,在滾齒機上可切削直齒、斜齒圓柱齒輪,還可加工蝸輪、鏈輪等。 用滾刀按展成法加工直齒、斜齒和人字齒圓柱齒輪以及蝸輪的齒輪加工機床。這種機床使用特制的滾刀時也能加工花鍵和鏈輪等各種特殊齒形的工件。普通滾齒機的加工精度為7~6級(JB179-83),高精度滾齒機為4~3級。加工直徑達15米。
我們都知道滾齒機的工作原理是用范成法形成齒輪輪齒表面,相當于一對相互嚙合的交錯軸螺旋齒輪,其中一個齒輪轉化為刀具(滾刀),另一個齒輪轉化為工件。滾刀是一個表面開有刃口的螺旋齒輪,它的齒數極少(1~4齒),螺旋角很大。
而滾絲機是在滾絲機上冷軋加工小模數漸開線花鍵的原理。L、R是參數相同的一對漸開線滾軋輪,分別安裝在滾絲機的兩根主軸上,并可在傳動機構的驅動下同向同步旋轉。R輪可由油缸驅動進行徑向進給運動,L輪可通過調整機構的調整與R輪在工件P表面的壓痕重合。工件P以兩中心孔定位夾緊,調整夾具可使工件軸向移動,在受力時可繞夾具上過O點與機床主軸平行的軸線擺動一個Φ角,以保證工件在冷軋過程中始終保持與兩滾軋輪處于自由對滾狀態,同時便于裝夾工件。
希望大家看過本文之后能夠區分開來滾齒機和滾絲機的不同。以便以后購買的時候出現錯誤。我司專業生產滾齒機各個型號,如您有需要,可隨時致電咨詢!